DMLS vs. SLM 3D Printing—What’s the Difference?



Direct metal laser sintering (DMLS) and selective laser melting (SLM) 3D printing methods both fall under the category of powder bed fusion (PBF). They also both use laser beams—sometimes more than one at a time, and are compatible with different metal powders. Given these similarities, it’s easy to confuse the two… but considering one of the printers can cost a million bucks—double the price of the other—it’s safe to say that they are different in many ways. Read on to find out how.
DMLS Definition and Comparison to SLM
DMLS, a trademark owned by additive manufacturing company EOS GmbH, is used to make metal parts. It’s still often referred to as a sintering method, simply because when it was first invented in the mid-90s, it only sintered metal. EOS says that “DMLS” is actually a German acronym for Direkt Metall Laser Schmelzen, which more accurately translates to the melting of metal, instead of sintering. The company made the technology commercially available in 1995, and modern machines fully melt the metal powder in the printing process, something that creates much stronger parts.
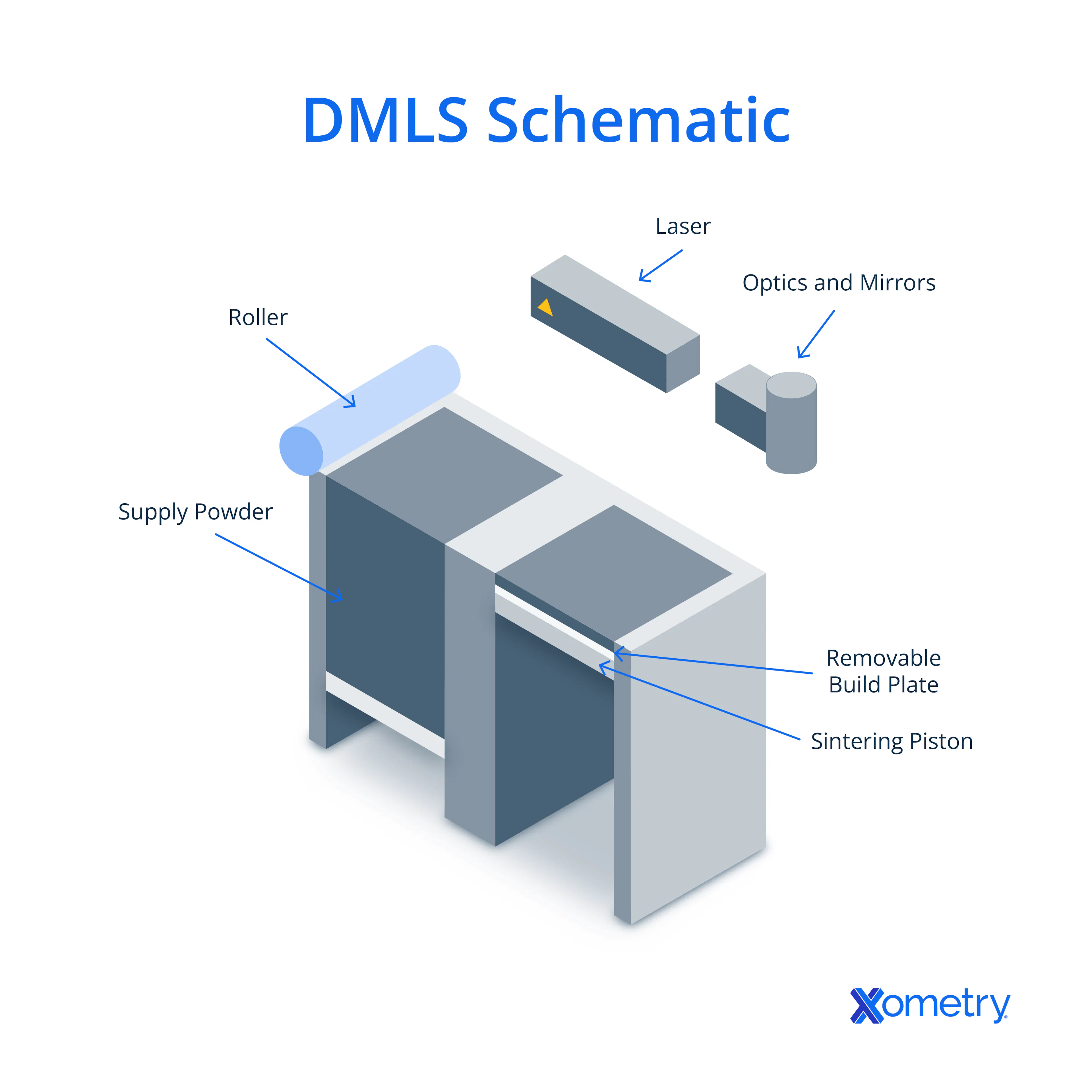
It usually uses a high-powered fiber laser beam that traces each layer’s cross-section and melts the particles of metal together. When each layer is printed, the bed moves down so power can be applied to a new layer on top, and then it starts again. During the process, the build chamber is filled with inert gas to stop any oxidation. The following image breaks down what a DMLS printer typically looks like:
This 3D printing method has some awesome benefits, including the fact it makes very accurate and detailed parts and is compatible with a huge range of materials, even more than SLM, the method we’ll consider later on. The downsides to using DMLS, though, are that it can be rather slow because it uses less power and fewer lasers than SLM, and it can only create small melt pools, so it can’t print very thick layers. The following image shows you what parts being made in a DMLS machine look like:
To learn more, see our full guide on What is DMLS?

What are the Advantages of DMLS Compared to SLM?
Listed below are some key advantages of DMLS vs.SLM:
- The tightly focused DMLS laser creates highly accurate, detailed parts.
- DMLS can accept a wider range of materials than SLM.
What are the Disadvantages of DMLS Compared to SLM?
Listed below are some key disadvantages of DMLS vs.SLM:
- DMLS prints slower than SLM because it operates at lower power and uses fewer lasers.
- The lower-powered DMLS lasers can only create small melt pools so they cannot print thick layers.
SLM Definition and Comparison to DMLS
Quite similar to DMLS, SLM is yet another PBF 3D printing method that also made its debut in 1995 and was commercialized by the company SLM Solutions. It works very similarly to DMLS machines, using a laser to very quickly melt metal powder layer by layer. It also has to be filled with inert gas while it’s in operation. One of the main differences is that SLM machines usually use a laser with much more power. This is what a typical SLM machine looks like:

A typical SLM machine.
Image Credit: Shutterstock.com/ID1974

Another difference is the cost; SLMs are often double the price of DMLSs. Even still, there are many reasons you might want to invest in an SLM machine. The size of the laser can be adjusted depending on whether resolution or print speed is more important—if it’s speed, the printer’s 12 lasers will help get them made in no time. The high number of lasers does mean that the chamber can get extremely hot inside, which could potentially cause some part damage.
What are the Advantages of SLM Compared to DMLS?
Listed below are some key advantages of SLM vs.DMLS:
- SLM can vary its laser size to optimize for either resolution or print speed.
- SLM makes use of multiple high-powered lasers to dramatically improve the speed of printing. The premier DMLS machines make use of only 4 lasers while SLM ones employ up to 12.
What are the Disadvantages of SLM Compared to DMLS?
Listed below are some key disadvantages of SLM vs.DMLS:
- Because SLM is a higher temperature process, its printed parts often end up with internal stresses.
- SLM machines are designed for high-volume industrial use, so they are extremely expensive.
"Laser powder bed fusion metals is best suited for projects where engineering teams can design for metal 3D printing from the inception of a project. Since the costs of metal printing are typically higher than traditional CNC for example, teams must utilize DFM guidelines to make the advantages of metal printing benefit the application upfront. Metal printing is rarely a look backwards at existing part manufacturing, but a look forward to how the part can be improved with printing."
Comparison Table Between DMLS and SLM
Now, let’s have a look at these two 3D printing techniques side by side.
DMLS vs. SLS attributes
DMLS vs. SLM: Technology Comparison
DMLS and SLM are both powder bed fusion technologies that melt the metal powder using lasers. SLM units typically contain higher-powered lasers than do DMLS (1000 watts vs 400 watts). The output power of those SLM lasers can also be varied to alter the part’s detail resolution.
DMLS vs. SLM: Material Comparison
DMLS and SLM can print in a wide range of metals and metal alloys. Typical examples include: titanium Ti64, stainless steel 316, and nickel alloys like NI718.
DMLS vs. SLM: Product Applications Comparison
DMLS is marketed extensively in the medical industry for items such as implants and dental bridges. SLM, on the other hand, serves a broader range of industries such as automotive and aerospace.
DMLS vs. SLM: Print Volume Comparison
SLM machines typically have larger build volumes when compared to DMLS. Their multiple lasers also help them exploit the space more efficiently.
DMLS vs. SLM: Surface Finish Comparison
Both technologies create similar surface finishes because they operate on the same powder bed fusion principle.
DMLS vs. SLM: Cost Comparison
The manufacturers of both SLM and DMLS offer a wide range of machines. However, the entry-level version of either type typically costs more than $350,000. Because it employs more lasers and can print thicker layers, SLM systems can finish lower-resolution jobs much quicker than DMLS. Faster print time results in lower cost per part.
What are the Similarities Between DMLS and SLM?
Listed below are some of the similarities between DMLS vs. SLM.
- DMLS and SLM both use a laser beam to melt powdered metal.
- DMLS and SLM can use many different metal powders to produce parts.
- Both technologies can employ multiple lasers at once to increase the production rate.
What are the Other Comparisons for DMLS Besides SLM?
An alternative technology to DMLS is:
- DMLS vs. Binder Metal Jetting: Binder Metal Jetting binds metal powder together using a polymer binder. The binder is applied in the shape of the part cross-section. Then, as with DMLS, another layer of powder is added on top and the process repeats. When the part is complete, it must be post-processed to sinter/fuse the metal powder together and burn off the binder.
What are the Other Comparisons for SLM Besides DMLS?
Aside from DMLS, another alternative technology to SLM is:
- SLM vs. DED: DED (Directed-energy deposition) is a metal printing technology that feeds a metal wire through a printing nozzle. The metal is melted at the nozzle and deposited on the build plate layer by layer, similar to FDM printing. This produces parts that have homogenous mechanical properties.
Frequently Asked Questions on DMLS vs. SLM
How Xometry Can Help
For help with anything additive manufacturing-related, get in touch! 3D printing is, after all, our forte. We also offer a wide range of manufacturing services, including CNC machining, laser cutting, and powder coating. You can get your project started as soon as today by requesting a free, no-obligation quote on our website.
Disclaimer
The content appearing on this webpage is for informational purposes only. Xometry makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through Xometry’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please refer to our terms and conditions for more information.

