Die Casting: Definition, Types, Materials, Applications, and Benefits


Die casting is popular because of its ability to regularly replicate patterns for parts that are highly complex and delicate, including those with thin-walled features. The process originated in the 19th century with casting printer parts like gears and bell cranks. Over the 20th century, the process was refined and became a cornerstone of metal component manufacturing. Xometry has offered custom die casting services for years; you can request a quote online from us at any time. Once your request comes in, our skilled team of engineers will review it and get back to you with pricing and lead times.
Since die casting uses salt cores, it can make complicated internal galleries without compromising the design or difficult tooling. Though it can be expensive and slightly limited in what it can do, Xometry customers in industries like aerospace, automotive, electronics, military, furniture—and many more!—swear by it. Read on to find out exactly why.
What Is Die Casting?
Die casting is a process in which molten material is poured or forced into a mold cavity. This negative shape approach is identical in principle to all molding and casting processes, but it differs in almost every essential detail. The hardened tool-steel parts that form the cavity are pressed together by a hydraulic press, ensuring the closure faces meet precisely as a seal. Some parts require that the tool be heated at this point, while others form better with the cavity cold. It’s an important process here at Xometry—we offer a leading die casting services.
Why Is It Called Die Casting?
It is called die casting because a "die" is a variably defined word for "tool". Most other casting processes such as sand casting and investment casting destroy the cavity in making a single part. Die casting is unique in leaving the cavity undamaged by casting a part. The earliest use of "die" as a term likely relates to the stamping tools for coins, which forge the metal in a cavity to form a precise shape.
What Is the History of Die Casting?
Die casting originated with the casting of printer parts such as gears and bell cranks in the early/mid-19th century. The parts were simple: the tools were iron and coarsely made and the fill was hand poured from a ladle. The process developed over the 20th century to become a mainstay of high-volume metal component manufacture. Fully automated and complex production lines are now commonplace, although many of the more primitive origins of the process are still in meaningful commercial use—right through to hand ladle filling simple cavity tools.
How Is Die Casting Performed?
Die casting is performed by pressing the cavity together using a hydraulic press to ensure that the closure faces are sealed. Some tools are heated while others are left cold to create the part. Filling of the cavity with molten metal can be low pressure (gravity feed or gravity die-cast) or high pressure (pressure die-cast) using a hydraulic ram. Higher pressure allows finer features and thinner sections to fill effectively. Lower pressure requires lower-cost equipment and lighter tooling, but it is only suited to simpler profiles and thicker sections.
Fast processing tools for volume production are generally water-cooled, to speed solidification and reduce cycle times. However, cycle times are considerably longer than for the related plastic injection molding. The thermal capacity of metals is considerably higher, requiring bigger temperature reductions to reach an ejectable solid.
Why Is Die Casting Performed?
Die casting is performed to produce low-cost, high-volume light metal components of high precision, repeatability, and strength. All alternative processes result in much higher cost parts, often of poorer quality and always much slower to manufacture.
How Does 3D Printing Help Die Casting?
3D printing helps die casting in terms of costs. The investment costs in preparation for die casting are significant. Tooling is generally made from pre-hardened steel, with cavities and tool features that must be spark eroded. Errors in the construction of such dies are very expensive. It is normal to make three or more generations of 3D-printed plastic prototypes for design validation. This will allow the designer to develop confidence in the limits, fits, force distribution, stress concentrations, and obvious failure modes. With the design evaluated in plastic 3D prints, it is always recommended to make a CNC machined or high-quality metal 3D printed prototype. This final generation is a performance and stress testing tool that allows complete design confidence before tool steel is cut. This way, ~$2,000 worth of prototypes will avert ~$10,000–$30,000 of errors, and weeks of potential delay.
To learn more, see our how does 3D printing work guide.
What Are the Different Types of Die Casting Processes?
As previously mentioned, the molds can be either hot or cold during the casting process.
1. Cold-Chamber Die Casting
Cold-chamber die casting is done with metals, such as aluminum, that have a higher melting point as well as a low volume production. In this process the metal is melted in a separate furnace, and added to the injection chamber, then a plunger moves it into the cold mold. This relies on the metal’s heat to stabilize the processing temperature. This process is cost-effective and doesn’t need as much maintenance, although there is a bigger chance of variability since it takes time for the production rate to stabilize.
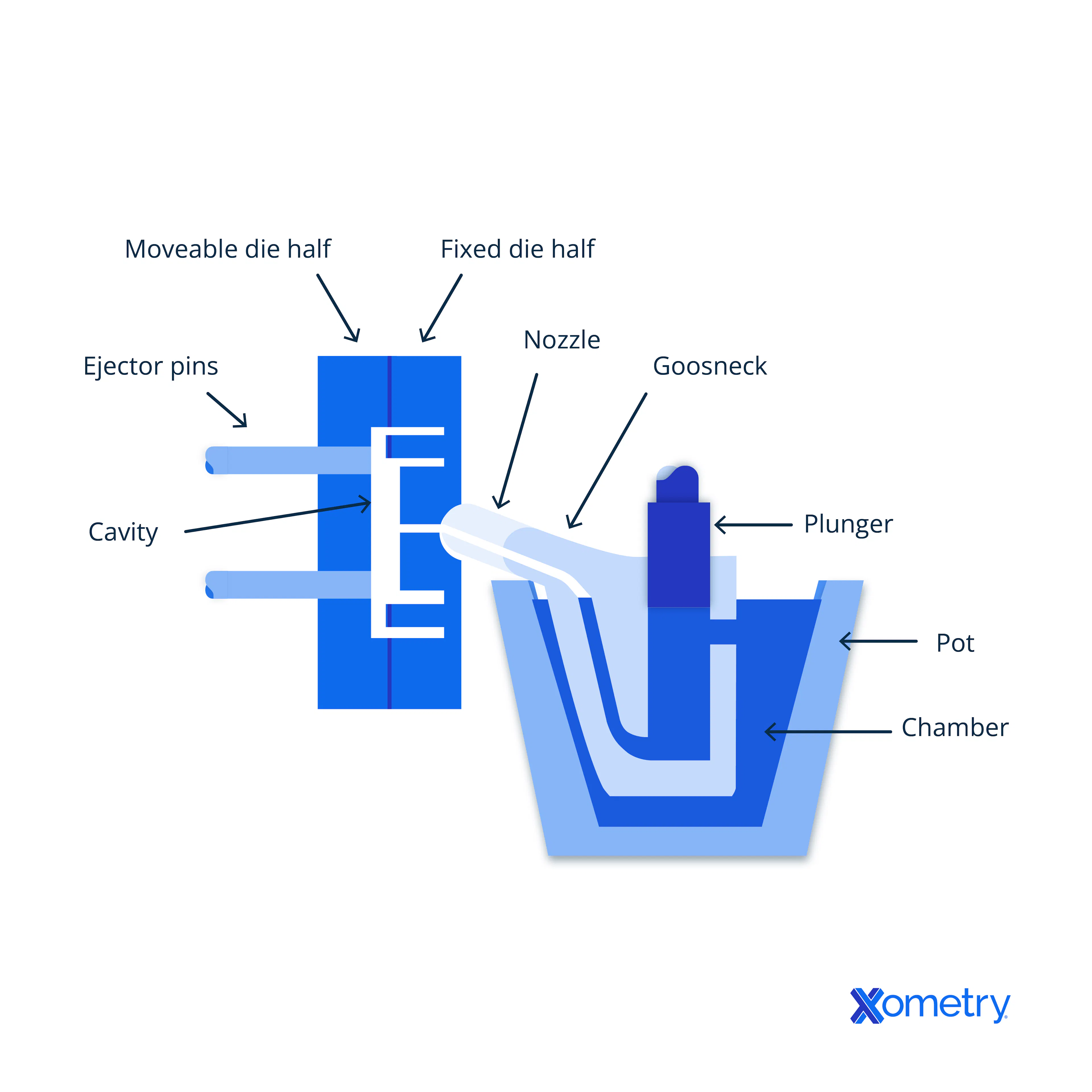
2. Hot-Chamber Die Casting
Hot-chamber die casting (sometimes called goose-neck casting) is used in high-volume production. With this process, the furnace is built into the machine itself, which allows the metal to hold its temperature as it’s injected directly into the mold. Since the attached furnace eliminates the need for an injection chamber, it processes items faster. The downside is that it has a higher system cost and needs more maintenance to keep that high-quality production.
What Are the Various Types of Die Casting Process?
There are five common methods of die casting available.
Gravity die casting uses (obviously) gravity to feed the metal into the injection chamber. This can be done automatically, or you can even hand-ladle it. It’s good for lower complexity parts with thick sections, and the method lowers the tooling cost and equipment intricacy. Also, gravity die casting works best with aluminum for parts that are symmetrical and circular.
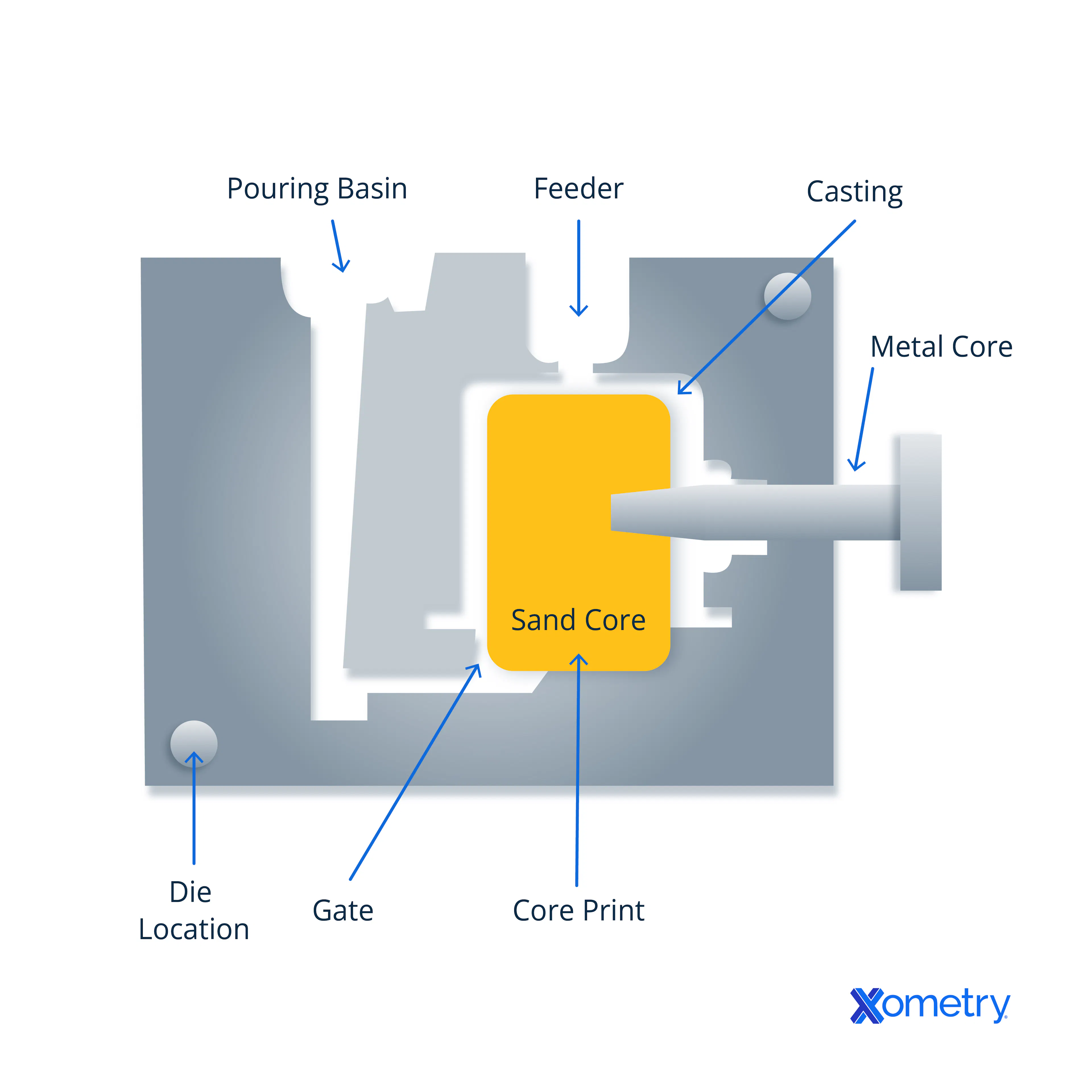
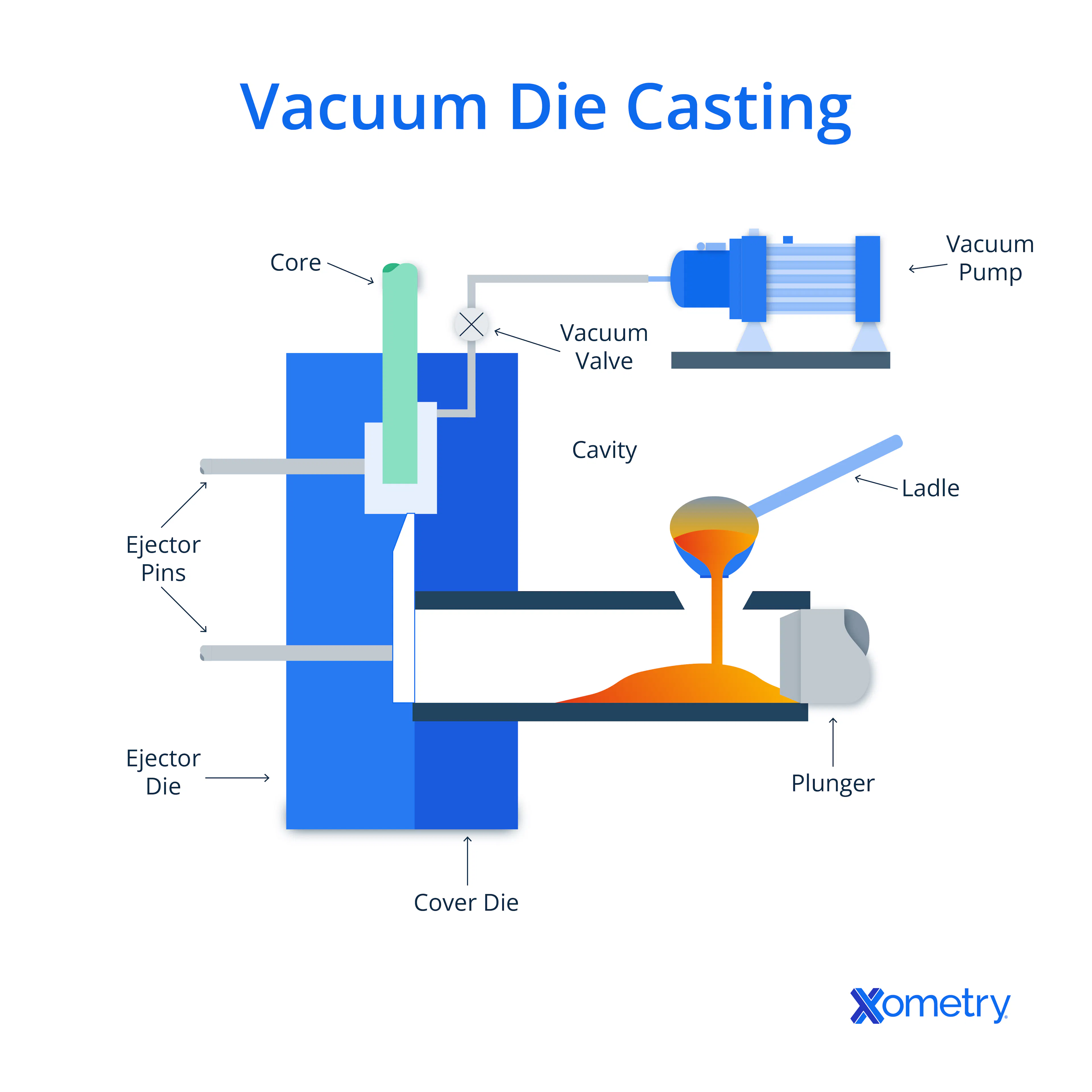
Vacuum die casting involves using a vacuum pump to remove air from the mold before adding the molten metal. The process reduces porousness and lowers turbulence, which gives a higher-quality product. Parts made with vacuum die casting are also suitable for heat treatment after casting.

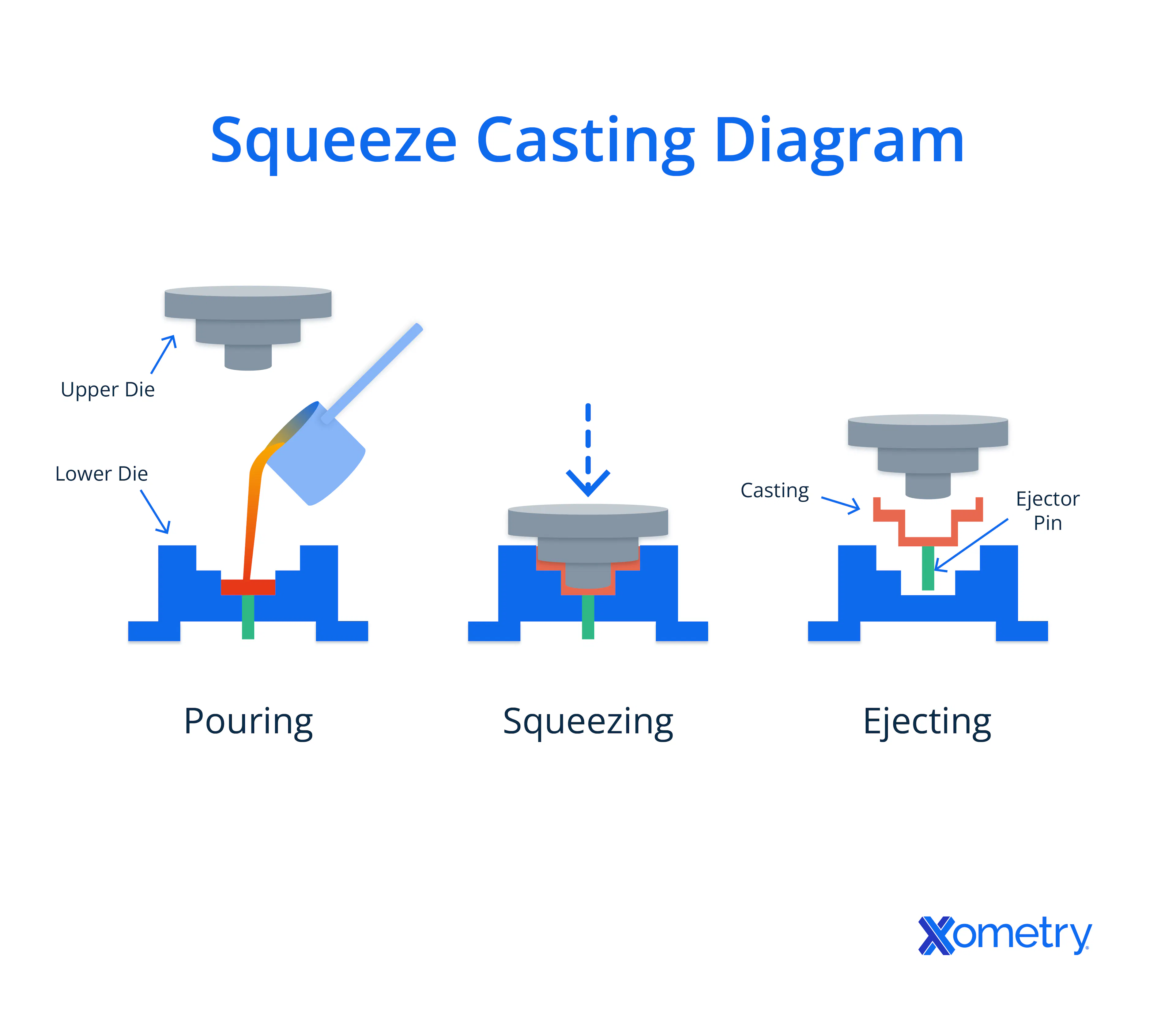
Squeeze die casting is used mostly for higher-viscosity melts. The cavity of the mold is filled before the two halves are squeezed together with high pressure until the metal solidifies. This method is helpful for ensuring the metal reaches smaller cavity areas that would be more difficult to fill with other casting methods.
Semisolid die casting is also known as thixoforming. Unlike other casting methods, here the metal is heated until it’s in a semi-solid state, also called a thixotropic state. It gets pressure-fed into the mold cavity while still in this semi-solid state. Since it uses a lower operating temperature, processing time is shortened and accuracy is improved—most of the melt expansion happens at the time of or soon after the phase change, so there is less shrinkage.
Pressure die casting is ideal for finer and more complicated parts. It uses both high pressure and high speed to force the molten metal into the mold cavity, which makes pressure die casting more likely that the metal will reach every little space and produce a smooth finish.
What Materials Are Used in Die Casting?
Lots of materials can be used in die casting, including alloys.
1. Magnesium
Magnesium alloy die casting is one example as it can make strong and lightweight parts, as well as some of the thinnest sections possible thanks to the melt’s low viscosity.
To learn more, see our article on Magnesium.
2. Zinc
Zinc is used where strength isn’t a priority as it’s a more affordable material and easy to work with. It’s also strong enough to make parts like enclosures and toys.
To learn more, see our article on Zinc.
3. Copper
Copper isn’t used much in die casting because the high temperature could induce more thermal shock and it could crack. If you’re set on die-casting copper, you have to handle it very carefully and use a high-pressure process.
To learn more, see our article on Copper.
4. Pewter
Pewter is a soft alloy that combines other materials. It’s mainly tin, but also has traces of copper and bismuth. It’s used for decorative objects and is easy to die cast in low-pressure equipment. In contrast, aluminum alloys are incredibly important when it comes to volume production. They do best with a hot chamber, high pressure, and more recently vacuum die casting.
To learn more, see our article on Pewter.
5. Aluminum
Aluminum provides highly precise parts that range from moderately strong to very strong.
To learn more, see our article on Aluminum.
6. Lead
Lead has seen a significant reduction in use, but it’s still critically important for manufacturing (ICE) automotive battery parts, particularly terminals. There’s been a lot of development in lead die casting, improving overall automation and process speeds.
To learn more, see our article on Lead.
7. Tin-Based Alloys
Similarly, tin-based alloys are seen less these days, but the need does arise from time to time. They cause very low wear and stress on tools because of the low viscosity and melting point.
To learn more, see our article on Tin-Based Alloy.
What Are the Benefits of Die Casting?
Some benefits of die casting are:
- Can repeatably reproduce designs for extremely complex and intricate components, with thin-walled features.
- The use of salt cores allows complex internal galleries to be formed without tooling complexity or design compromise.
What Are the Limitations of Die Casting?
Some limitations of die casting are listed below:
- Are susceptible to shock loading and sensitive to high loads. Parts must be carefully designed with these limits (and a factor of safety, FOS) in mind, to ensure good part service life.
- Typical tool costs start at $10,000 for a small part and rise rapidly with component size. Typical tool life between major services (resurfacing, new bearings, etc.) is around 100 to 150k shots.
- Non-ferrous metals can only be die cast at lower melting temperatures.
- Die casting can easily generate porosity in parts when the casting pressure is low (gravity die casting).
- Only limited undercuts are possible, and these increase tooling costs and reduce service life. Most die-cast tools aim for open and shut—all features being in the line of draw/ejection. Where draws are required, the part design must flex to accommodate tool robustness and simplicity.
What Are the Applications of Die Casting?
Some examples of die-casting applications are listed below:
- Aerospace: A wide range of engines, seating, interior fitting, cockpit control, and other parts are die-cast in aluminum.
- Toys: Many toys were formerly manufactured from die-cast zinc alloys such as ZAMAK (formerly MAZAK). This process is still widely used despite plastics taking over much of the sector.
- Automotive: Many ICE and EV car parts are made by die casting: major engine/motor components, gearbox/differential housings, vehicle wheels, thermostat housings, suspension parts, interior strength members, and more.
- Electronics: Enclosures, heat sinks, hardware.
- Military: Vehicle, weapon, and system components.
- Furniture: Chair legs, decorative parts, joiners.
- Consumer: Product heat-distribution chassis, enclosures, decorative and structural parts.
Frequently Asked Questions About Die Casting
How Xometry Can Help
Among many other manufacturing offerings like CNC machining, 3D printing, laser cutting, and injection molding, Xometry also provides die casting services. If you want to learn more about this process, what materials can be used with it, or how you can use it in your business, reach out to one of our representatives today or start your quote and one of our skilled engineers will reach out to you.
Disclaimer
The content appearing on this webpage is for informational purposes only. Xometry makes no representation or warranty of any kind, be it expressed or implied, as to the accuracy, completeness, or validity of the information. Any performance parameters, geometric tolerances, specific design features, quality and types of materials, or processes should not be inferred to represent what will be delivered by third-party suppliers or manufacturers through Xometry’s network. Buyers seeking quotes for parts are responsible for defining the specific requirements for those parts. Please refer to our terms and conditions for more information.

